18. September 2017
Herr Dr. Dittrich, heute entstehen immer anspruchsvollere Schweißverbindungen aus verschiedenen Werkstoffen. Welche Gründe gibt es dafür?
Aktuell erreichen uns beim Fraunhofer Institut für Werkstoff- und Strahltechnik IWS Fragestellungen, die speziell die Forderung nach Leichtbau enthalten. Im Mittelpunkt des Interesses steht nicht nur die Sicherstellung höchster Belastbarkeit – etwa im Karosseriebau, bei Motoren und Aggregaten – sondern auch die Steigerung deren Effizienz. Außerdem werden verstärkt Anwendungen auf dem Gebiet der Elektromobilität gefordert. Verfolgt werden diese Themenstellungen branchenübergreifend, dabei steht unter anderem die Erfüllung immer strengerer Umweltvorschriften im Fokus der Entwicklungen.
Darüber hinaus steigen die Kundenansprüche bezüglich schnell ansprechender Komfortsysteme wie Klima- und Heizanlagen. Dadurch wirken höhere Belastungen auf die Bauteile, die wir durch gezielt ausgewählte Werkstoffkombinationen erreichen. Um ein Beispiel zu nennen: Komplexe, filigran herstellbare Aluminium-Druckgusskomponenten erlauben eine immer höhere Funktionsintegration und Belastbarkeit. Wir müssen jedoch in der Lage sein, zwischen Guss und den umgebenden Bauteilen mit den heutigen effizienten Fertigungsverfahren – zu denen zweifellos das Laserstrahlschweißen gehört – feste und dichte Verbindungen herzustellen.
Filigrane Aluminium-Druckgusskomponenten etwa sind mit herkömmlichen Laserstrahlschweißprozessen nicht prozesssicher herstellbar. Laserstrahlschweißen mit hochfrequenter Strahloszillation dagegen macht dies möglich. Was zeichnet das Verfahren aus?
Dieses Verfahren verfolgt einen neuen Ansatz. Die hochfrequente Strahloszillation beeinflusst die Schmelzbadfluktuation insofern, dass die im Guss durch den Druckgussprozess eingeschlossenen Gasvolumina nicht mehr zum anteiligen oder vollständigen Auswurf der Schmelze führen. Die dann in der Schmelze befindlichen Gasvolumina werden quasi an die Oberfläche „gerührt“. Dadurch reduziert sich die Porenanzahl im Schweißgut deutlich und die verbleibenden Poren verteilen sich kleiner sowie feiner als die statische Strahlanordnung es ermöglichen würde.
Im Ergebnis stehen eine homogene, druckdichte Schweißnaht und eine drastisch reduzierte Ausfallquote in der Fertigung. Weiterhin erlaubt das Verfahren die Reduzierung der eingebrachten Energie und vermindert dadurch den Bauteilverzug. Die genannten Bauteile können also auch in geometrisch stark begrenzten Bauräumen eingesetzt werden.
Fraunhofer IWS hat für dieses Verfahren ein modulares Schweißkopfkonzept entwickelt. Was umfasst das Konzept?
Der Ansatz des modularen Schweißkopfkonzeptes bietet unseren Anwendern das Potenzial einer hohen Individualisierung Ihrer künftigen Systemtechnik. Das zentrale Herzstück ist das Scanner-Modul, das sich um Sensor- und ein Kamera-Modul ergänzen lässt. Hintergrund ist, dass sich heutige Prozesse oft nicht mehr nur mit einem starren Systemtechnikansatz beantworten lassen. Während das Scanner-Modul die Anforderungen des einen Kunden sehr gut erfüllt, könnte für einen anderen eine (überwachte) Nahtsuche am Bauteil erforderlich sein, die einen individuell ausgewählten und integrierten Sensor beziehungsweise eine Prozessbewertung durch das Kamera-Model – im Sinne des aktuell viel diskutieren Industrie-4.0-Ansatzes – ermöglicht.
Deshalb besteht bei dem gemeinsam mit unserem Partner Arnold Maschinenbau entwickelten Schweißkopfprototypen die Möglichkeit, vom Fraunhofer IWS entwickelte Prozesse und Technologien mit entsprechender Hardware perspektivisch zu einem industrietauglichen Produkt zu verknüpfen. Der Anwender hat somit jederzeit die Möglichkeit, sein Scanner-Modul um die genannten Komponenten aufzurüsten beziehungsweise an neue Anforderungen anzupassen.
Der Schweißkopf eignet sich zum Schweißen schwierig schweißbarer Werkstoffe. Welche Anwendungsszenarien sind hierbei denkbar?
Die Anwendungen liegen nicht nur beim Druckguss, auch Schweißaufgaben zur Elektromobilität sind vorstellbar. Gemeint sind Fügeaufgaben zur Verbindung von Kupfer und Aluminium oder arteigene Kombinationen. Spinnt man den Faden weiter, lassen sich dualbeschichtete Spiegel in den Scanner einbauen und damit potenziell neu auf den Markt strebende Farblaser mit Wellenlängen im grünen oder blauen Spektrum betreiben. Damit ist das Schweißkopfkonzept auch für zukünftige Aufgaben gerüstet.
Herr Dr. Dittrich, vielen Dank für das Gespräch.
https://www.iws.fraunhofer.de
https://www.schweissen-schneiden.com
Eine homogene Schweißnaht als Ergebnis
Für das Schweißen schwierig schweißbarer Werkstoffe hat das Fraunhofer IWS einen neuartigen Schweißkopf entwickelt, der mit hochfrequenter Strahloszillation und integrierter Prozessüberwachung arbeitet. DIE MESSE sprach mit Dr. Dirk Dittrich, Experte für Laserstrahlschweißen am Dresdner IWS, über die Details.
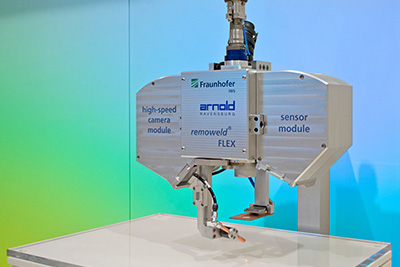 Foto: Fraunhofer IWS Dresden Foto: Fraunhofer IWS DresdenNeuer Schweißkopf – remoweldFLEX – mit hochfrequenter Strahloszillation und integrierter Prozessüberwachung |
Aktuell erreichen uns beim Fraunhofer Institut für Werkstoff- und Strahltechnik IWS Fragestellungen, die speziell die Forderung nach Leichtbau enthalten. Im Mittelpunkt des Interesses steht nicht nur die Sicherstellung höchster Belastbarkeit – etwa im Karosseriebau, bei Motoren und Aggregaten – sondern auch die Steigerung deren Effizienz. Außerdem werden verstärkt Anwendungen auf dem Gebiet der Elektromobilität gefordert. Verfolgt werden diese Themenstellungen branchenübergreifend, dabei steht unter anderem die Erfüllung immer strengerer Umweltvorschriften im Fokus der Entwicklungen.
Darüber hinaus steigen die Kundenansprüche bezüglich schnell ansprechender Komfortsysteme wie Klima- und Heizanlagen. Dadurch wirken höhere Belastungen auf die Bauteile, die wir durch gezielt ausgewählte Werkstoffkombinationen erreichen. Um ein Beispiel zu nennen: Komplexe, filigran herstellbare Aluminium-Druckgusskomponenten erlauben eine immer höhere Funktionsintegration und Belastbarkeit. Wir müssen jedoch in der Lage sein, zwischen Guss und den umgebenden Bauteilen mit den heutigen effizienten Fertigungsverfahren – zu denen zweifellos das Laserstrahlschweißen gehört – feste und dichte Verbindungen herzustellen.
Filigrane Aluminium-Druckgusskomponenten etwa sind mit herkömmlichen Laserstrahlschweißprozessen nicht prozesssicher herstellbar. Laserstrahlschweißen mit hochfrequenter Strahloszillation dagegen macht dies möglich. Was zeichnet das Verfahren aus?
Dieses Verfahren verfolgt einen neuen Ansatz. Die hochfrequente Strahloszillation beeinflusst die Schmelzbadfluktuation insofern, dass die im Guss durch den Druckgussprozess eingeschlossenen Gasvolumina nicht mehr zum anteiligen oder vollständigen Auswurf der Schmelze führen. Die dann in der Schmelze befindlichen Gasvolumina werden quasi an die Oberfläche „gerührt“. Dadurch reduziert sich die Porenanzahl im Schweißgut deutlich und die verbleibenden Poren verteilen sich kleiner sowie feiner als die statische Strahlanordnung es ermöglichen würde.
Im Ergebnis stehen eine homogene, druckdichte Schweißnaht und eine drastisch reduzierte Ausfallquote in der Fertigung. Weiterhin erlaubt das Verfahren die Reduzierung der eingebrachten Energie und vermindert dadurch den Bauteilverzug. Die genannten Bauteile können also auch in geometrisch stark begrenzten Bauräumen eingesetzt werden.
Fraunhofer IWS hat für dieses Verfahren ein modulares Schweißkopfkonzept entwickelt. Was umfasst das Konzept?
Der Ansatz des modularen Schweißkopfkonzeptes bietet unseren Anwendern das Potenzial einer hohen Individualisierung Ihrer künftigen Systemtechnik. Das zentrale Herzstück ist das Scanner-Modul, das sich um Sensor- und ein Kamera-Modul ergänzen lässt. Hintergrund ist, dass sich heutige Prozesse oft nicht mehr nur mit einem starren Systemtechnikansatz beantworten lassen. Während das Scanner-Modul die Anforderungen des einen Kunden sehr gut erfüllt, könnte für einen anderen eine (überwachte) Nahtsuche am Bauteil erforderlich sein, die einen individuell ausgewählten und integrierten Sensor beziehungsweise eine Prozessbewertung durch das Kamera-Model – im Sinne des aktuell viel diskutieren Industrie-4.0-Ansatzes – ermöglicht.
Deshalb besteht bei dem gemeinsam mit unserem Partner Arnold Maschinenbau entwickelten Schweißkopfprototypen die Möglichkeit, vom Fraunhofer IWS entwickelte Prozesse und Technologien mit entsprechender Hardware perspektivisch zu einem industrietauglichen Produkt zu verknüpfen. Der Anwender hat somit jederzeit die Möglichkeit, sein Scanner-Modul um die genannten Komponenten aufzurüsten beziehungsweise an neue Anforderungen anzupassen.
Der Schweißkopf eignet sich zum Schweißen schwierig schweißbarer Werkstoffe. Welche Anwendungsszenarien sind hierbei denkbar?
Die Anwendungen liegen nicht nur beim Druckguss, auch Schweißaufgaben zur Elektromobilität sind vorstellbar. Gemeint sind Fügeaufgaben zur Verbindung von Kupfer und Aluminium oder arteigene Kombinationen. Spinnt man den Faden weiter, lassen sich dualbeschichtete Spiegel in den Scanner einbauen und damit potenziell neu auf den Markt strebende Farblaser mit Wellenlängen im grünen oder blauen Spektrum betreiben. Damit ist das Schweißkopfkonzept auch für zukünftige Aufgaben gerüstet.
Herr Dr. Dittrich, vielen Dank für das Gespräch.
https://www.iws.fraunhofer.de
https://www.schweissen-schneiden.com
| MESSENAVIGATOR METALLE / WERKZEUGE | |
|---|---|
|
| E-PAPER SCHWEISSEN & SCHNEIDEN |
 |